
Le 14/09/2020
Réglement par chèque adresse
Nous informons notre aimable clientèle que vos réglements par chèques sont à ...
lire la suite
En tournage il existe plusieurs dizaines de "types" de pièces réalisables.
Tôt ou tard, vous serez amené à usiner une pièce dont la longueur est supérieure à 3 fois le diamètre, que l'on appelera assez communément un arbre. La pièce terminée sera très souvent soumise à des contraintes mécaniques sévères (vilebrequin de moteur par exemple) ou à des fréquences de rotation élevées (rotor, axe de turbine, etc...)
Pour usiner ce type de pièce, il y a une seule méthode vous permettant d'obtenir un arbre dont les différentes portées sont rigoureusement concentriques (tolérance inférieure ou égale à 0,02 mm).
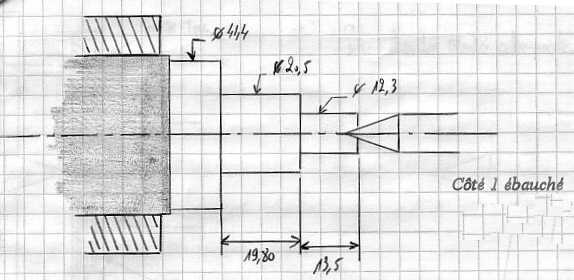
1/ Plan de la pièce à réaliser

Il s'agit d'une pièce de conception relativement simple mais nécessitant un soin tout particulier lors de sa fabrication : sur les diamètres 30 et 20 seront montés des roulements à contact oblique nécessitant un alignement et une concentricité parfaite des deux portées.
2/ Ebauche en mixte
Bridage de la pièce brute en mors durs. Laissez dépasser environ 50 mm des mors. Dressez la face, perçez le trou de centre. Approche de la contre-pointe : vous êtes maintenant prêt à ébaucher.
Ebauchez les diamètres 41 ; 20g6 et 12 avec surépaisseur de 0,5 mm. Prévoir également une surépaisseur d'environ 0,2 mm sur toutes les longueurs.
Procédez de façon identique pour le deuxième côté, toujours avec prise en mixte et diamètre 30g7 ébauché à diamètre 30,5.
Votre pièce est désormais ébauchée. Il convient maintenant de la laisser refroidir afin de libérer les contraintes générées, surtout si l'on a effectué des prises de passe importantes au cours de l'ébauche.
3/ Finition entre-pointes
Afin de respecter la concentricité des différentes portées, celles-çi doivent être réalisées en se fiant à la même référence. Dans ce cas précis, la référence est l'axe de la pièce : nous allons donc effectuer la finition en tenant la pièce par son axe, c'est à dire par ses deux points de centre.
La première étape consiste à démonter le mandrin 3 mors et à monter la pointe sèche à 60° (qui fait généralement partie de l'équipement standard de la machine) dans le nez de broche, ainsi que le plateau de bridage sur lequel sera monté le pousse-toc.
L'entrainement de la pièce ; ainsi montée entre-pointes ; se fait via un toc d'entraînement.

Montez votre outil de finition, calculez vos paramètres de coupe.
Vous pouvez maintenant terminer vos diamètres et longueurs (sauf portées de roulements qui devront être rectifiées après traitement thermique, donc prévoyez surépaisseur de 0,15 mm environ).
Procédez par retournement de la pièce et prévoyez un petit morceau d'aluminium ou laiton à intercaler entre la vis du toc et la pièce, afin d'éviter de marquer celle-ci.
Cassez les angles (0,5 mm à 45°) et terminez par le filetage M12 x 1,25.
▲ HAUT ▲


