
Le 14/09/2020
Réglement par chèque adresse
Nous informons notre aimable clientèle que vos réglements par chèques sont à ...
lire la suite
Tous les tours que nous proposons sont équipés d'une vis-mère : ce qui permet d'effectuer des filetages métriques et au pas anglais (pour certaines de nos machines).
Voici les notions de base pour effectuer des filetages à droite simples en toute confiance.
Par définition, fileter consiste à transformer un mouvement circulaire en un mouvement rectiligne. Ainsi, le pas à réaliser est fonction d'un rapport arithmétique entre la rotation de la broche et le déplacement du traînard. Le rapport à utiliser dépend donc directement du pas de la vis-mère du tour.
Mise en oeuvre
1ère opération : montage de l'outil dans la tourelle.
La pointe de l'arête de coupe doit se situer exactement à hauteur d'axe de la machine : voire très légèrement en dessous. Vérifier que l'axe de l'outil soit rigoureusement perpendiculaire à l'axe de la machine (important : car le profil du filetage terminé en dépend directement).
2ème opération : montage du train d'engrenages qui détermine le rapport entre la rotation de la vis-mère et la rotation de la broche. Utiliser pour cela l'abaque de la machine (les différents rapports sont calculés d'après le pas de la vis-mère entre autre..).
Usinage
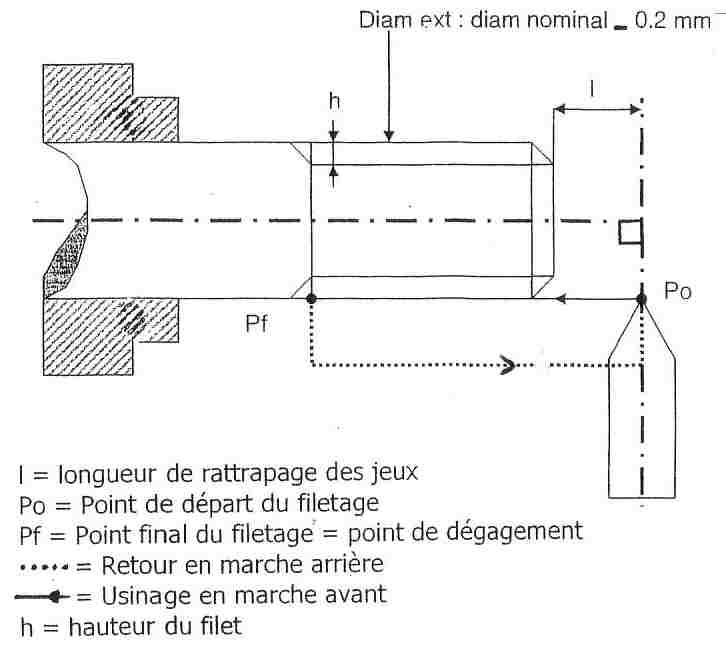
Figure 1 : Travail direction contre-poupée / mandrin
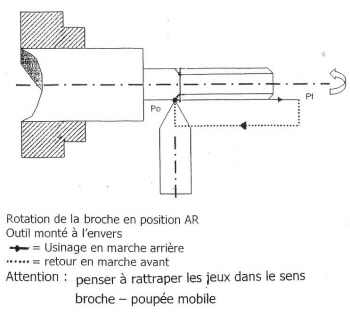
Figure 2 : Travail direction mandrin / contre-poupée
Très important : si vous effectuez un pas non débrayable (le pas n'est pas égal ou sous multiple du pas de la vis-mère) vous ne devez en aucun cas débrayer l'avance de la machine avant d'être sûr que le filetage est terminé (sauf cas particulier de machine équipée d'appareil à retomber dans le pas : non traité).
1ère opération : traçage
Le diamètre nominal est calibré (diam nominal -0.2 mm).
Exemple : filetage M12 :
diam ext de tournage 12 - 0.2 = 11.80 mm
Lorsque l'outil est en position de tangence avec le diamètre extérieur, positionnez l'outil au point de départ Po (env 5 mm devant la pièce), plongez très légèrement (environ 0.05 mm), embrayez l'avance. Au point de fin de filet : dégagez l'outil. Arrêtez la machine, inversez le sens de rotation et redémarrez la machine. Stoppez la à nouveau dès que la pointe de l'outil est de nouveau positionnée sur le point de départ.
Remettez le commutateur sur "AV".
Cette première passe dite de "traçage" vous permet de vérifier que vous n'avez pas commis d'erreur lors du montage des roues dentées et que le pas tracé correspond bien à celui que vous voulez réaliser.
Si vous avez commis une erreur : il n'est pas trop tard pour corriger :
2ème opération : la prise de passe
La hauteur du filet p est :
P = (1.227 x pas) / 2
Exemple : pour un filetage M8 x 1.25, vous plongez de (1.227x1.25) / 2 = 0.76 mm.
Cette valeur sur les verniers des tours actuels correspondent généralement à une prise de passe au diamètre. Prenez donc, dans le cas de l'exemple une valeur de :
1.25 x 1.227 = 1.53 mm (divisé bien entendu en un nombre de passes).
Note : ceci est une valeur théorique, il est toujours nécessaire d'essayer le filetage si possible avec un écrou avant de démonter la pièce. Il n'est pas anormal de plonger de 0.1 mm voire 0.2 mm de plus que la théorie pour obtenir un montage correct.
La valeur de la passe dépend de l'outil (carbure ou HSS), du pas et bien-sûr de la rigidité de la machine.
Exemple : sur un tour de type S-6125A (580 W, 150 kg, largeur de banc 140 mm), il faut prendre des passes maximum de 0.2 mm au diamètre).
Il faut être conscient que la cinématique d'une machine-outil comprend inévitablement des cumuls de jeux (entre-dents des pignons, jeux noix vis) qu'il ne faut pas négliger lors de l'usinage de filetages. C'est pourquoi le point de départ Po doit être placé suffisamment loin du début de l'usinage : ceci afin que les jeux mécaniques soient rattrapés.
Conseils et astuces :
Débutants : utilisez la plus petite vitesse de votre machine et travaillez assez loin des mors de façon à acquérir de l'expérience et conserver une certaine amplitude sur chaque mouvement.
Les tours d'établi étant dépourvus de frein de broche, si vous avez à réaliser un filetage devant un épaulement, vous pouvez travailler dans le sens mandrin-poupée mobile. Ceci vous évitera d'avoir à acquérir des réflèxes hors normes, notamment au moment du dégagement de l'outil au point final Pf.
Pour conserver un pas à droite vous devez donc :
1 Inverser le sens de l'avance ;
2 Inverser le sens de rotation de la broche ;
3 Retourner votre outil dans la tourelle.
Quels outils ?
Nos coffrets :
Ils comprennent pour la plupart (HSS et carbure) un ou deux outils à fileter à 60°.
Les coffrets S-PT12 et S-PT20 possèdent aussi un outil à fileter intérieurement.
Au détail :
Outil à fileter extérieur en carré 10x10: Réf : ISO52R1010P30
Outil à fileter intérieur en carré 10x10 : Réf : ISO53R1010P30
A retenir :
Le carbure s'utilise pour les filetages dans les aciers prétraités, inox, et lors des usinages de petites et grandes séries. L'HSS s'utilise pour les aciers mi-durs et non-ferreux : dans ce cas, l'utilisation d'huile de coupe (ref IMFLTAR) est fortement recommandée : ceci afin d'améliorer la qualité de la coupe et faciliter le refroidissement. L'huile de coupe (ref ECOCOOL) convient également (dilution > 6%) mais reste préconisée pour le travail au carbure.
▲ HAUT ▲


